前處理定義:在噴漆之前由于運輸、存放等原因使表面產生油污及鐵銹,為使涂層與制品表面結合牢固,獲得較強的附著力﹑耐蝕性﹑裝飾性﹑使用壽命﹐涂裝前必須對工件表面進行清洗,通常我們稱這首工序為前處理。
磷化設備基本流程:脫脂—水洗—表調—皮膜—水洗—烘干
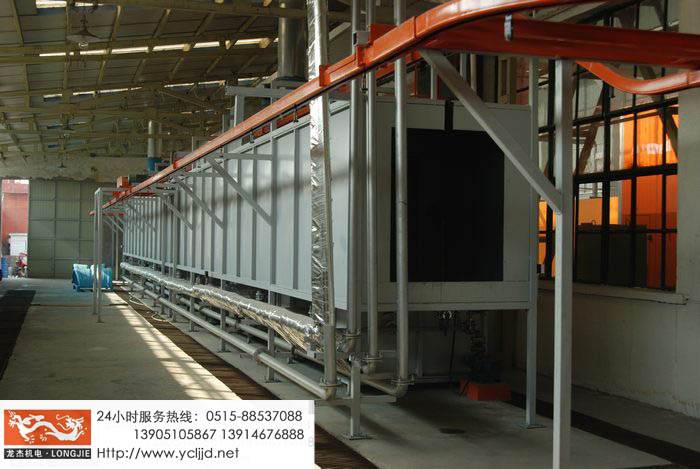
前處理生產線工作原理:
1、各加熱液槽的加熱形式有槽內和槽外。內加熱器有排管、蛇形管、波紋板等,外加熱器有列管、板式加熱器等。
2、前處理生產線各工序噴淋管布置在隧道內,噴淋由各液槽的泵來提供。
3、各工序間都有門洞板隔開,以防竄液。加熱介質有熱水 、蒸汽、導熱油等。
4、為防止各加熱段隧道頂部及門洞處溢出蒸汽,在隧道頂部設有排風機。
5、在脫脂、磷化工序分別設有除油系統和除渣系統。
前處理設備組成:主要由各工藝槽體、通風系統、槽液攪拌系、磷化除渣系統、槽液加熱系統、給排水管路系統以及物流輸送系統等部分組成。
按磷化設備類型及處理方式可分為三種:噴淋式;浸游式,浸泡式;
1.噴淋式特點:(1) 可大批量連續自動作業 (2) 適用于簡單結構及管件制品清洗(3) 采用鍍鋅及不銹鋼外殼,內部配PU噴淋管道,封閉經過式通道。
2.浸游式特點:(1) 可大批量連續自動作業;(2) 適用于結構復雜的制品。
3.浸泡式特點:(1)天車手動處理,適用小批量生產規模;(2)適用表面形狀復雜,生銹嚴重工件;(3)脫脂﹑皮膜設攪拌氣管,處理充分;廣泛應用于各種汽摩配件、自行車架、電腦機箱, VCD機殼,燈具及五金建材等產品的自動化涂裝作業。
磷化膜質量檢驗:
1、點滴法:室溫下,將藍點試劑滴在磷化膜上,觀察其變色時間。磷化膜厚度不同,變色時間不同。厚膜﹥5分鐘,中等膜﹥2分鐘,薄膜﹥1分鐘。
2、侵入法:將磷化后的樣板浸入3﹪的氯化鈉溶液中,經兩小時后取出,表面無銹漬為合格。出現銹漬時間越長,說明磷化膜的耐蝕性越好。
3、外觀檢驗:肉眼觀察磷化膜應是均勻、連續、致密的晶體結構。表面不應有未磷化德的殘余空白或銹漬。由于前處理的方法及效果的不同,允許出現色澤不一的磷化膜,但不允許出現褐色。
前處理的應用:五金類材料一般采用燃燒、噴砂、堿液清洗、乳化清洗、溶劑清洗、電解清洗等方式進行表面處理。塑料制品一般需做消除應力、清除表面污物、除靜電、表面改性等涂裝前處理。











 領軍品牌:15年歷
領軍品牌:15年歷 中國500強企業
中國500強企業
 中國涂裝設備行業
中國涂裝設備行業 擁有多位設計員的
擁有多位設計員的 一對一工程師
一對一工程師